











 EDGECAM Fraisage Dynamique
EDGECAM Fraisage Dynamique
Le fraisage dynamique est livré de base avec les licences Standard et Supérieures, aucun module supplémentaire n'est nécessaire
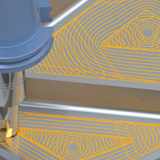
L'ébauche fraisage dynamique est une technique d'usinage à très haute vitesse qui maintient une charge constante en assurant que l'engagement de l'outil dans le matière est conforme. Le trajet outil se déplace de façon progressive afin d'éviter les changements brusques de direction et de maintenir la vitesse d'usinage.
Aperçu des caractéristiques:
- Réduction des temps de cycle
- Améliore la durée de vie des outils
- Allonge les périodes entre deux maintenances
- Maintient un effort de coupe constant
- Usine plus profondément et plus rapidement
Engagement dans la matière constant Alors que les types de parcours concentriques paraîssent plus simples à première vue le problème est que l'outil creuse à chaque coin causant des surcharges. Ceci ayant pour conséquence une durée de vie trés réduite de l'outils voir même une casse. En réalité, l'opérateur de la machine-outil peut avoir à réduire l'avance afin de compenser et par là, augmenter les temps de cycle.
Comme le fraisage dynamique maintient un engagement constant de l'outil, l'avance peut rester à une valeur optimale tout au long du cycle. Cela va améliorer la durée de vie de l'outil et grandement réduire le rsique de casse.
Le schéma du fraisage dynamique Afin de maintenir un engagement constant (et copeau constant) le cycle utilise le principe qu'on usine du "brut à la pièce". Cela réduit le nombre des passes intermédiaires, particulièrement sur les extérieurs, ce qui signifie que l'outil est engagé dans la matière plus longtemps avant de la quitter. Les cycles traditionnels se décalent de la pièce jusqu'à rencontrer le brut ce qui peut conduire à des trajets outils discontinus et agressifs.
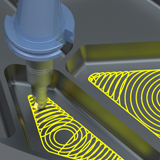
Pour les zones de poches l'outil va descendre de manière hélicoïdale jusqu à la profondeur puis ensuite le reste est usiné.
Ajustement automatique de l'engagement outil Afin de maintenir l'engagement et le copeau constant le trajet outil est automatiquement ajusté afin de compenser..
Lors d'un usinage dans une zone concave l'engagement outil est augmenté. Le cycle ajuste les étapes afin de compenser et maintenir l'engagement désiré.
Lors d'un usinage d'une zone convexe l'effet inverse se produit. Comme la matière à usiner diminue les passes sont augmentées pour maintenir l'engagement.
Trajets outils doux En garantissant que le trajet outil soit doux et progressif, la vitesse de la machine peut être maintenue et la vitesse d'avance désirée peut être obtenue. Cela contribue aussi à réduire les mouvements et autres vibrations de la machine et du composant.
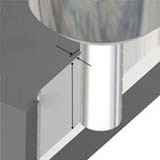
Lier le trajet outil Les liens dans le cycle reconnaissent les rapides et les avances élevées de la machine outil. Lors du déplacement vers la coupe suivante le cycle va automatiquement choisir la méthode la plus rapide pour aller à ce point. Dans certaines zones, l'outil va rester à la profondeur, sur de longs déplacements l'outil va se rétracter et se déplacer en rapide à la position.
Rester à profondeur Quand l'outil reste à profondeur, le trajet va automatiquement se déplacer autour du brut lorsque cela est requis. Le déplacement à la profondeur peut être en avance rapide permettant à l'utilisateur de spécifier un faible retrait afin d'arrêter l'outil près de la pièce.
Interface simple Nous avons assuré que le cycle utilise les informations de la pièce et du générateur de code lorsque possible et garder une interface avec sulement 3 modifieurs que l'utilisateur peut ajuster pour le schéma de fraisage dynamique. Cela garanti une simplicité d'utilisation tout en étant intégré avec le cycle d'ébauche.
Usinage profondeur totale (Usinage Haute Vitesse) L'ébauche en fraisage dynamique haugmente gravement l'ébauche standard en assurant un volume de matière retirée. De plus, elle ouvre la voie à l'usinage haute vitesse, particulièrement pour les matériaux durs.
Enlever la matière le plus possible le long de la denture distribue l'usure de manière homogène sur l'outil plutôt que sur le bout uniquement. La profondeur de coupe radiale est réduite afin d'assurer un effort cohérent permettant l'évacuation des copeaux. La durée de vie des outils est augmentée de même que la température des copeaux est grandement diminuée.
Un exemple des vitesses et profondeurs de coupe qui peuvent être obtenues dans des matériaux durs, en système métrique et impérial:
| Materiau | Acier au carbone SS1650 | Titane 6AL4V |
|---|---|---|
| Outil | Fraise 2T 10 mm | Fraise 2T 1/2 in |
| Profondeur de coupe | 20mm | 3/4 in |
| Recouvrement | 10% | 10% |
| Avance | 5700mm/min | 50 in/min |
| Vitesse | 9500 tr/min | 3128 rpm |
Pour plus d'informations et de soutien, veuillez nous écrire.